Cертифицированный участник Департамента реконструкции и перепланировки
РАБОТАЕМ С 2005
РАБОТАЕМ С 2005
Ежедневно с 9:00 до 19:00
 Меню
Меню
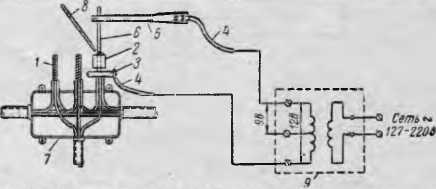
Рис. 3-4. Соединение алюминиевых жилэлектросваркой контактным разогревом.
1 — трансформатор; 2 — угольный электрод; 3 — электрододержатель; 4 — медный зажим электрода; 5 — плоскогубцы; 6 — медные губки; 7 — изоляция на ручках плоскогубцев.
 |
|
Рис. 3-5. Подготовка проводов к электросварке контактным разогревом. |
1 — медная, жила; 2 — алюминиевая жила.
 |
|
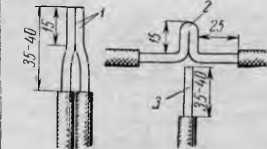
Рис. 3-6. Подготовка концов однопроволочных алюминиевых проводов к сварке. а — при соединении; 6 — при ответвлении; 1 — жилы; 2 — магистральный провод; 3 — провод ответвления. |
а) б)
 |
|
Рис. 3-7. Соединение алюминиевых жил электросваркой в металлической обойме. |

а — сварка соединения в обойме; б — сварка ответвления в обойме (клещи не показаны) ; в — готовое соединение; 1 — жилы; 2 — сварочные клещи; 3 — угольный электрод; 4 — обойма; 5 — плоскогубцы.
Сплавление жил в монолит (рис. 3-8) производится в угольной или керамической форме либо в асбестовой трубкёДлйстовой асбест, свернутый в два слоя в трубку необходимого диаметра) . При наварке
 |
|
Рис. 3-8. Схема электросварки многопромо. сочных алюминиевых проводов. / — оголенные жилы; 2 — угольная форма; 3 — охладительные клещи; 4 — провода к трансформатору; 5 — электрододержатель; 6 — угольный электрод; 7 — коробка; в — присадочный пруток алюминия; 9 — трансформатор. |
на жилу алюминиевых литых наконечников гильза их используется как формочка, причем Kpaf ее в процессе наварки наконечника сплавляется с жилой.
Э*Ге" к т р о'с варка многопроволочных алюминиевых проводов выполняется в стальных открытых и
 |
|
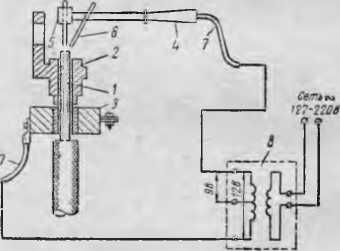
Рис . 3-9. Схема наварки алюминиевого наконечника. ] — оголенная жила;2 - кабельный наконечник; 3 — охладительные клещи; 4 — электрододержатель; 5 — угольный электрод; в — присадочный пруток алюминия; 7 —провода к трансформатору; 8 — трансформатор. |
закрытых (рис. 3-10, 3-11) , а также чугунных (рис. 3-12) формах при помощи пламени от автогенно-, бензо- или пропанокислородного аппарата. При сварке в открытых формах предварительно концы каждой из соединяемых жил сплавляют в стержень в стальной или угольной форме те?.1 же пламенем (п. 5) .
Электросварку жил алюминиевых проводов и наварку на них кабельных наконечников выполняют с помощью выпускаемых промышленностью специальных переносных электросварочных установок (типа УСАП) . В комплект входят: трансформатор, электрододержатель, охладительные клещи, набор форм, защитные очки, сварочные провода, запасные части.
При сварке алюминиевых жил и наварке на них наконечников применяют флюс ВАМИ (Всесоюзный институт алюминия и магния) , состоящий из хлористого калия 50%; хлористого натрия 30%; криолита марки К-1 20%%.
Флюс должен храниться в герметической неметаллической посуде. Место сварки с применением флюса ВАМИ должно быть защищено от коррозии покрытием изоляционной лентой и влагостойким лаком.



или посмотрите примеры наших работ, наши СРО и Лицензии, страницу с контактной информацией.




ТМ Электро © 2005 - 2026 гг. Все права защищены.
Не уходите без СКИДКИ!
Просто оставьте свой номер и наш менеджер перезвонит и сделает Вам индивидуальное ценовое предложение.